
化学プラント向けに解説してくれると嬉しい。
こんなお悩みを解決します。
どうも。こんにちは。
ケミカルエンジニアのこーしです。
本日は、「【現場で使える!】PID制御の性能評価方法」についてわかりやすく解説していきます。
この記事を読むことで、化学プラントにおけるPID制御の性能評価ができるようになります。
本記事の内容
- PID制御の性能評価の必要性
- PID制御の性能評価方法
- その他の制御性能評価方法
- 参考文献
この記事を書いた人
 こーし(@mimikousi)
こーし(@mimikousi)
目次
PID制御の性能評価の必要性
一般に、プロセスの動特性は振動的ではありません。
しかし、PIDパラメータが不適切であると、自励振動を起こすことがあります。
自励振動が起こると、プロセスの相互干渉により、他の制御ループへ影響して、運転の乱れにつながることがあります。
よって、プロセス安定化のためには、PIDパラメータの調整が重要となります。

PIDパラメータの調整方法については、別記事で詳しく解説しています。
-

-
化学系のためのPID制御パラメータの調整方法
続きを見る
また、生産量の変更や機器構成の変更、バルブの流量特性のズレなどにより、制御性能は変化していきます。
そこで、定期的なPIDパラメータの調整が必要になりますが、PIDパラメータの調整は試行錯誤法で行うことが多く、経験がモノを言います。
よって、PID制御の性能評価を簡単かつ定量的に評価するための指標が重要になってきます。
PID制御の性能評価方法
化学プロセスにおけるPID制御の性能評価方法については、三菱ケミカル(旧 三菱化学)の論文を参考にしました。(参考文献を参照)
現場のエンジニアやオペレータが理解しやすい実用的な評価方法です。
PID制御の性能評価方法
①サービスファクタ
②PIDパラメータ散布図
③制御性指標\(C_e\)
④操作性指標\(C_u\)
⑤\(C_e\)-\(C_u\)散布図
⑥制御性能評価指標\(C_p\)
①サービスファクタ
サービスファクタとは、
$$\rm Service\ Factor = \frac{\rm Auto\ or\ Cascadeモードの運転時間}{\rm 全運転時間} $$
で表現され、"性能の悪いコントローラは使ってもらえない"ということを表しています。
Manualモードで運転されていないかをチェックする指標ですね。
②PIDパラメータ散布図
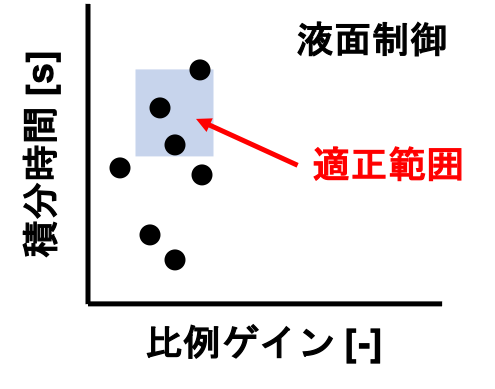
PIDパラメータには、制御対象(流量、液面、圧力、温度、成分など)に応じて、理論的・経験的に定まる「適正範囲」があります。
よって、上図のように横軸に比例ゲイン(もしくは比例帯)、縦軸に積分時間を取ってプロットします。
化学プラントにおけるPIDパラメータの適正範囲については、下表にまとめました。
| 流量 制御 |
液面 制御 |
圧力 制御 (積分系) |
圧力 制御 (定常系) |
温度 制御 |
成分 制御 |
|
| 比例帯 \(PB \%\) |
100〜500 | 10~100 | 10~100 | 100〜500 | 10~100 | 100~1000 |
| 比例ゲイン\(K_{p}\) | 0.2〜1.0 | 1~10 | 1~10 | 0.2〜1.0 | 1~10 | 0.1~1.0 |
| 積分時間 \(T_{I}\) 秒 |
6~60 | 1000~1200 | 1000~1200 | 6~60 | 600~1200 (時定数\(T\) 次第) |
時定数\(T\) 次第 |
| 微分時間 \(T_{D}\) 秒 |
0 | 0 | 0 | 0 | 6〜60 | 0 |
プロセス制御では、微分制御はノイズやむだ時間のために使えないケースが多く、温度制御くらいにしか使用しません。
よって、比例ゲインと積分時間の散布図で問題ありません。
③制御性指標(\(C_e\))
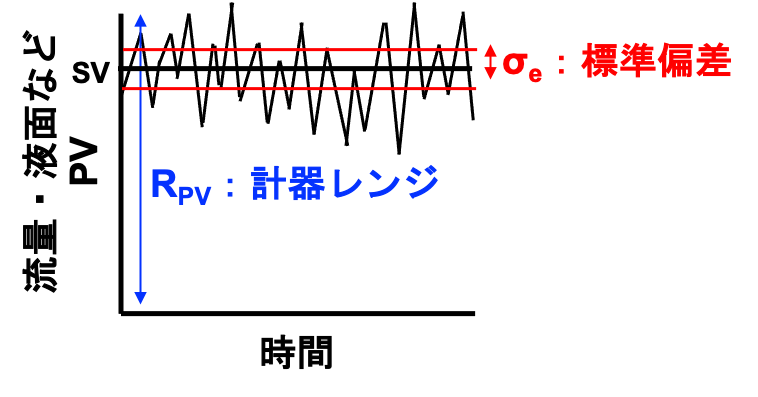
制御偏差\(e(=PV - SV)\)の標準偏差\(\sigma _e\)を求め、3\(\sigma _e\)の計器レンジ\(R_{PV}\)に対する百分率を制御性指標\(C_e\)と呼びます。
$$C_e = \frac{3\sigma _e}{R_{PV}}\times 100$$
これは、計器レンジ対する制御量の振れ幅を表し、小さいほど制御性能が良いと判断できます。
④操作性指標(\(C_u\))
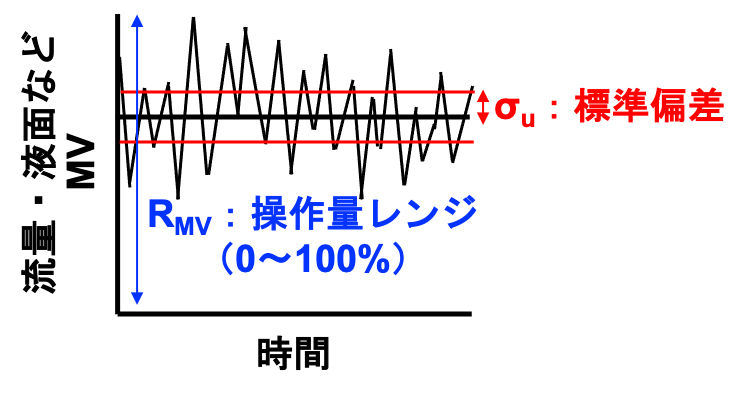
操作量の標準偏差\(\sigma _u\)を求め、3\(\sigma _u\)のレンジ\(R_{MV}\)に対する百分率を操作性指標\(C_u\)と呼びます。
同じ制御性であっても、操作量の変動はなるべく小さい方が好ましいという考えですね。
$$C_u = \frac{3\sigma _u}{R_{MV}}\times 100$$
⑤\(C_e\)-\(C_u\)散布図
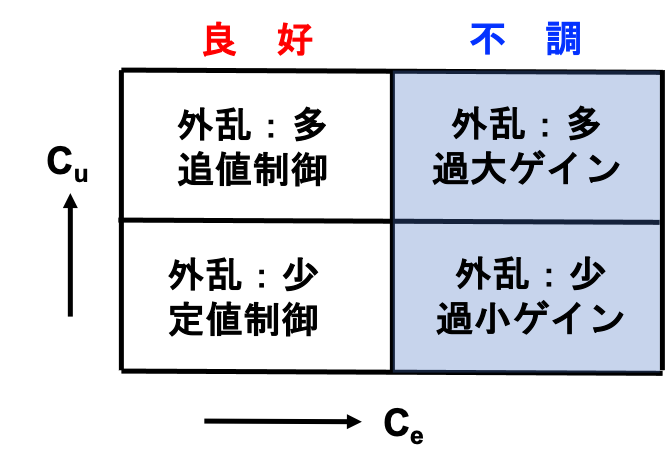
制御性指標\(C_e\)と操作性指標\(C_u\)を散布図にプロットしたものは、制御性能を評価するためのベンチマークとなります。
さらに、制御ループの定性的な特徴(定値制御、追値制御など)も示すことができます。
⑥制御性能評価指標(\(C_p\))
制御性能評価指標\(C_p\)は、PIDパラメータの調整前後で制御性能がどの程度改善されたかを表す指標です。
$$C_p = \sqrt{\frac{C_eC_u}{\bar{C_e}\bar{C_u}}}\times 100$$
\(\bar{C_e}\)と\(\bar{C_u}\)は、PIDパラメータ調整前の制御性指標\(C_e\)と操作性指標\(C_u\)です。(ベンチマーク)
制御性能評価指標\(C_p\)は、100よりも小さいほど制御性能が向上していると考えることができます。
その他の制御性能評価方法
制御性能評価指標
- アラーム件数
- オペレータ手動介入頻度
- オペレータゆとり時間(=操作回数×平均処理時間)
アラームの件数を減らして、重大アラームの見逃しを防ぐことは非常に大事な取り組みです。
また、オペレータによる手動介入も作業性改善や誤操作防止のため、極力避けたいところですね。
参考文献
①西澤:化学プロセスにおける制御性能監視の適用例,計測と制御 Vol.44(2004)
②化学工学_プロセス制御におけるPID制御-基礎と応用_第7回 PIDチューニング